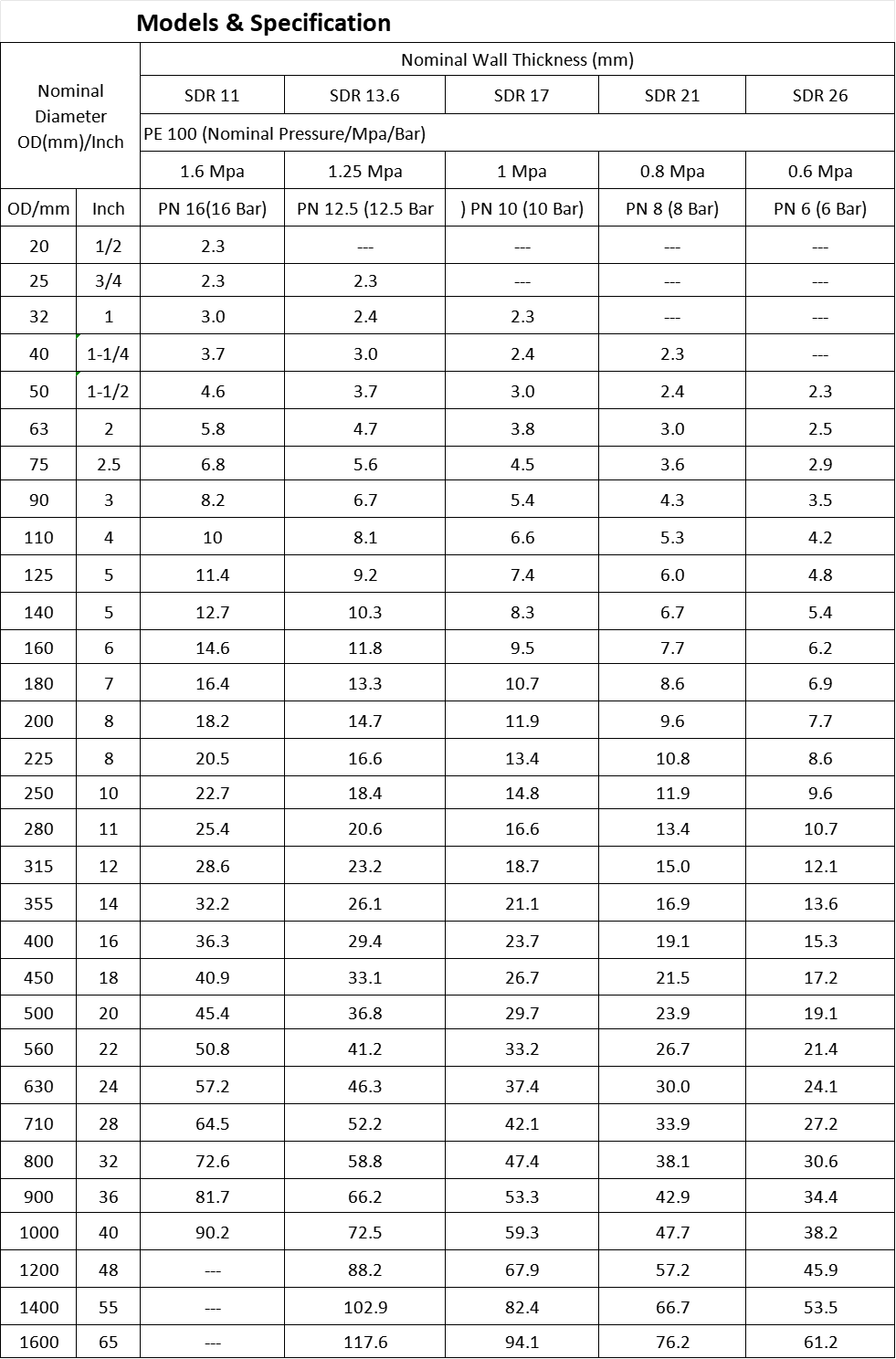
The 110mm SDR17 HDPE Drainage Pipe is a cornerstone of modern drainage solutions, combining advanced engineering with practical applications. Manufactured by Baishunxing Pipeline Industry Co., Ltd., our pipes are produced in a state-of-the-art facility covering 13,320 square meters. We employ cutting-edge technology in our production processes, ensuring that each pipe meets stringent quality standards. The HDPE material is not only lightweight but also offers excellent resistance to environmental stressors, making it suitable for a wide range of applications. Our pipes are used globally in residential, municipal, and agricultural settings, demonstrating their versatility and reliability. With a commitment to innovation, we continuously improve our products based on customer feedback and industry trends, ensuring that our clients receive the best solutions available.

29
May![[Expo Direct] Guizhou Baishunxing Pipe Industry Co., Ltd. Debuts New Production Technology at the 139th Canton Fair](https://shopcdnalpha.grainajz.com/category/458305/4547/ab63fb9626e1faf6326fc1a2b21412bb/Guizhou_Baishunxing.png)
26
May
25
Jun
25
Jun