HDPE Mining Pipe
HDPE Mining Pipe
Raw materials: PE100, PE100RC
Standard: ISO4437/BS EN 1555
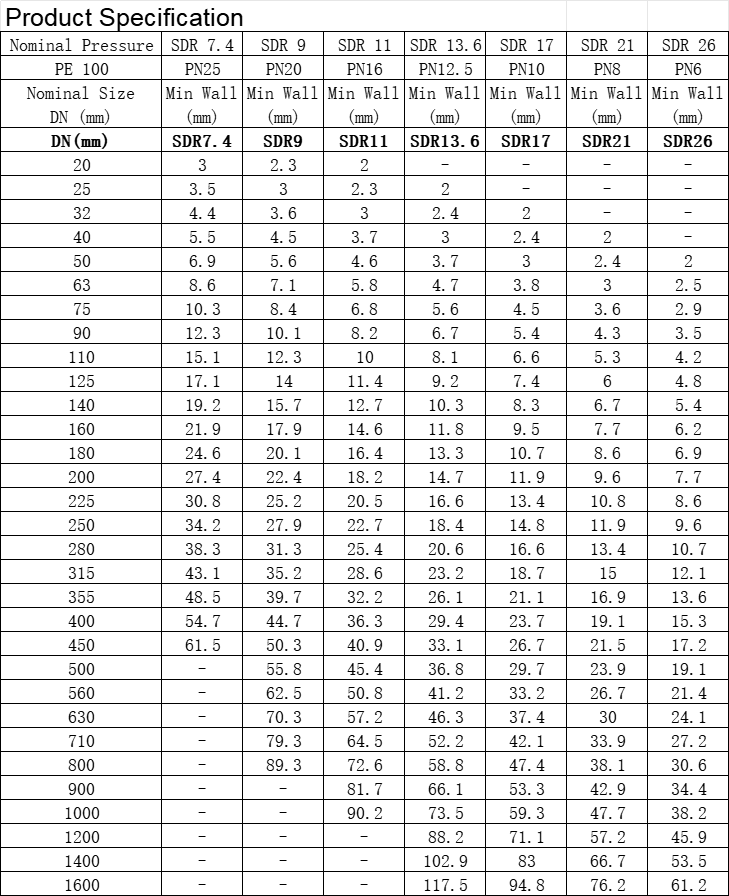
Diameter: 20mm -1600mm
Pressure level: SDR17, SDR11
Certification: UL, WRAS, NSF, ISO, CE
Length: 5.8 meters (20 feet), 11.8-12 meters/L40 feet
Color: Black with red stripes.
- Overview
- Recommended Products
Product Overview
Baishunxing Pipe Industry HDPE Mining Pipes are high-performance pipes specifically developed for coal, metal, and non-metal mines. Manufactured from premium HDPE resin modified with anti-static and flame-retardant additives, these pipes are designed to handle extreme underground environments with high gas and dust levels. They are widely used for mine drainage, ventilation, gas drainage, and shotcrete application.
Key Features
Double Resistance (Flame Retardant & Anti-static): Both flame-retardant and anti-static properties meet national safety standards, effectively preventing static accumulation and flame spread to ensure underground operational safety.
Superior Wear Resistance: The wear resistance is 4 to 8 times that of steel pipes, making them ideal for transporting ore slurry, tailings, or sand containing solid particles.
Excellent Corrosion Resistance: Resistant to long-term erosion from acidic or alkaline mine water; non-rusting and non-corrosive, requiring no anti-corrosion treatments.
High Pressure Capacity:Excellent ring stiffness and impact resistance allow the pipes to withstand complex underground stress and blasting impacts.
Major Advantages
Extremely Easy Installation: Lightweight design (only 1/8 the weight of steel pipes) makes handling easy and significantly reduces labor intensity for underground workers. Supports flange, heat fusion, or quick connections for high construction efficiency.
Stable Transport Capacity:The smooth inner wall with an extremely low friction coefficient prevents scaling and algae growth, ensuring the long-term, efficient operation of drainage or ventilation systems.
Long Service Life & Maintenance-free: Designed for a service life of over 50 years in mining environments, reducing the risk of downtime and maintenance costs associated with frequent pipe replacement.
Strong Environmental Adaptability:Maintains stable performance in temperatures ranging from −60∘C−60∘C to 60∘C60∘C, with excellent resistance to geological subsidence.
Typical Applications
Mine Water Supply & Drainage:Main underground drainage lines and water supply.
Gas Drainage: Specifically used for underground gas extraction and transport.
Ventilation Networks: Positive and negative pressure ventilation systems for mines.
Tailings Transport:Long-distance transport of ore slurry and tailings from processing plants.