Tubo HDPE per miniere
Tubo HDPE per miniere
Materie prime: PE100, PE100RC
Norma: ISO 4437/BS EN 1555
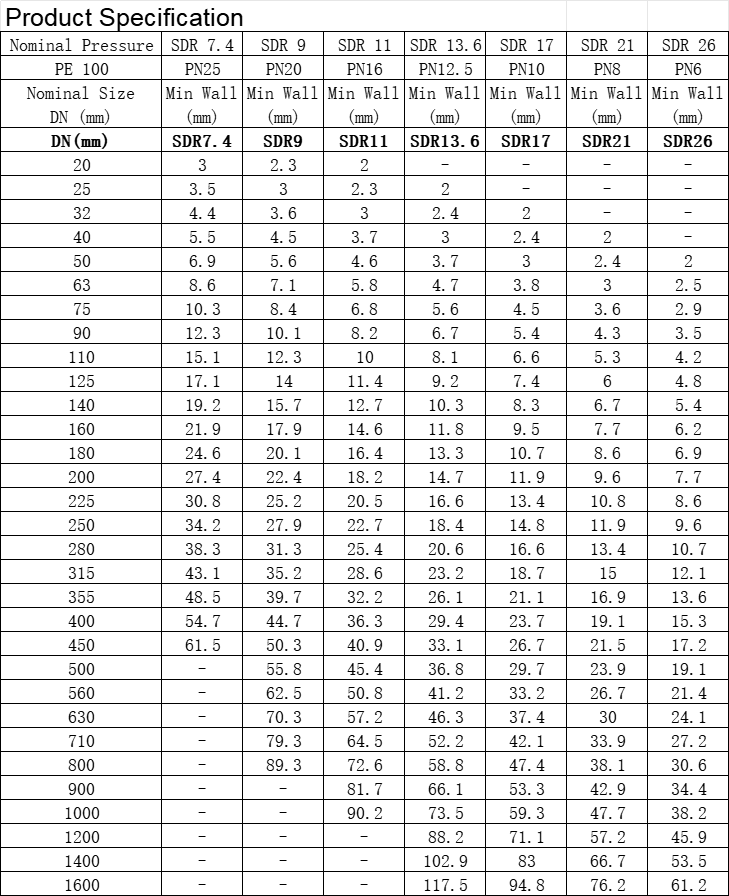
Diametro: 20 mm – 1600 mm
Livello di pressione: SDR17, SDR11
Certificazioni: UL, WRAS, NSF, ISO, CE
Lunghezza: 5,8 metri (20 piedi), 11,8–12 metri / 40 piedi
Colore: nero con strisce rosse.
- Panoramica
- Prodotti consigliati
Panoramica del prodotto
I tubi per l'industria mineraria in HDPE Baishunxing Pipe Industry sono tubi ad alte prestazioni sviluppati specificamente per miniere di carbone, metallifere e non metallifere. Realizzati con resina HDPE di prima qualità modificata con additivi antistatici e ritardanti di fiamma, questi tubi sono progettati per resistere a condizioni estreme sotterranee caratterizzate da elevati livelli di gas e polveri. Vengono ampiamente utilizzati per il drenaggio delle miniere, la ventilazione, il drenaggio del gas e l'applicazione di calcestruzzo proiettato.
Caratteristiche principali
Doppia resistenza (ritardante di fiamma e antistatica): sia le proprietà ritardanti di fiamma che quelle antistatiche rispettano gli standard nazionali di sicurezza, prevenendo efficacemente l’accumulo di cariche elettrostatiche e la propagazione delle fiamme per garantire la sicurezza operativa sotterranea.
Eccellente resistenza all’usura: la resistenza all’usura è da 4 a 8 volte superiore a quella dei tubi in acciaio, rendendoli ideali per il trasporto di poltiglie di minerali, scorie o sabbia contenenti particelle solide.
Eccellente resistenza alla corrosione: resistono all’erosione prolungata causata dall’acqua mineraria acida o alcalina; non arrugginiscono né si corrodono e non richiedono trattamenti anticorrosivi.
Elevata capacità di pressione: un'eccellente rigidità anulare e una notevole resistenza agli urti consentono alle tubazioni di sopportare sollecitazioni sotterranee complesse e impatti da esplosioni.
Vantaggi Principali
Installazione estremamente facile: il design leggero (solo 1/8 del peso delle tubazioni in acciaio) ne facilita la movimentazione e riduce in modo significativo lo sforzo fisico richiesto agli operatori addetti ai lavori sotterranei. Supporta collegamenti a flangia, saldatura a caldo o connessioni rapide per un’elevata efficienza costruttiva.
Capacità di trasporto stabile: la superficie interna liscia, con un coefficiente di attrito estremamente basso, previene la formazione di incrostazioni e la crescita di alghe, garantendo il funzionamento efficiente e duraturo nel tempo dei sistemi di drenaggio o ventilazione.
Lunga durata utile e manutenzione zero: progettato per una vita utile superiore ai 50 anni in ambienti minerari, riduce il rischio di fermo impianto e i costi di manutenzione associati alla frequente sostituzione delle tubazioni.
Elevata adattabilità ambientale: mantiene prestazioni stabili in un intervallo di temperatura compreso tra −60 °C e 60 °C, con eccellente resistenza al cedimento geologico.
Applicazioni tipiche
Approvvigionamento e scarico dell'acqua di miniera: principali tubazioni sotterranee per lo scarico e l'approvvigionamento idrico.
Scarico del gas: utilizzato specificamente per l'estrazione e il trasporto del gas sotterraneo.
Reti di ventilazione: sistemi di ventilazione a pressione positiva e negativa per le miniere.
Trasporto dei residui: trasporto su lunga distanza della poltiglia di minerale e dei residui provenienti dagli impianti di trattamento.