Black HDPE Pipe for Mining
Black HDPE Pipe for Mining
Raw materials: PE100, PE100RC
Standard: ISO4437/EN 1555
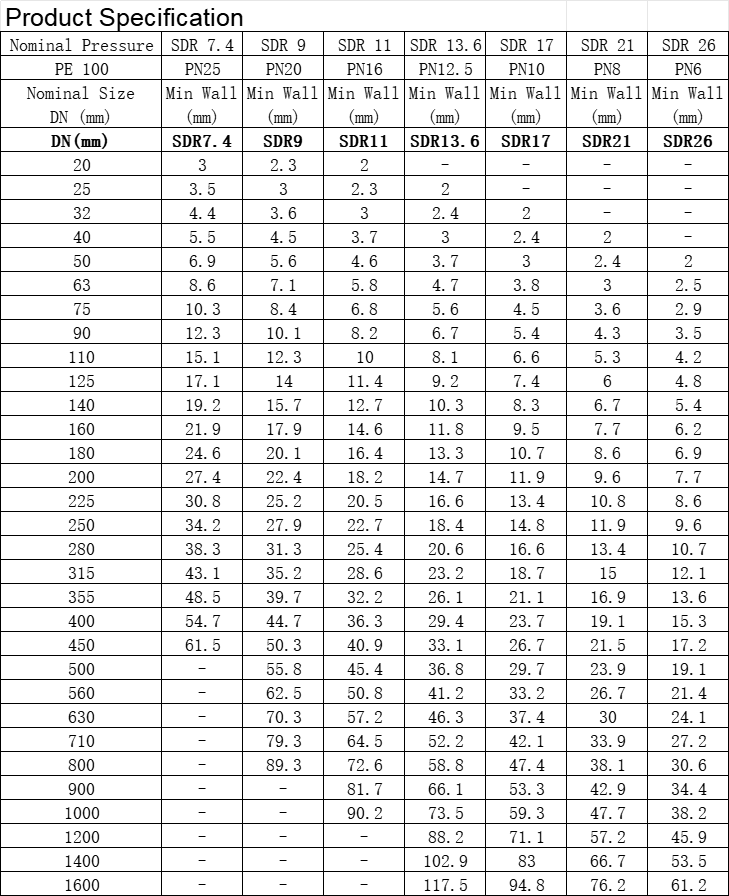
Diameter: 20mm-630mm
Pressure level: SDR17, SDR11
Certification: UL, WRAS, NSF, ISO, CE, EN 1555
Length: 5.8 meters (20 feet), 11.8-12 meters/L40 feet
Color: Black.
- Overview
- Recommended Products
Product Overview
Baishunxing Pipe Industry Black HDPE Pipe for Mining is a high-performance piping solution specifically engineered for the rigorous conditions of underground and open-pit mining operations. Manufactured from premium high-density polyethylene resin, these pipes are designed to provide exceptional reliability for water supply, drainage, slurry transport, and ventilation systems in diverse mining environments.
Key Features
Superior Abrasion Resistance:HDPE possesses a high resistance to abrasion, making it ideal for transporting abrasive slurries and tailings. Its wear resistance is significantly higher than that of steel or concrete.
Chemical & Corrosion Resistance: Resistant to a wide range of chemicals, acids, and alkalis found in mine water and process fluids. It does not rust, rot, or corrode, even in acidic mine drainage.
High Flexibility & Impact Strength: The flexible nature of HDPE allows the pipe to withstand surges, water hammer, and ground movement. It remains durable even at low temperatures, withstanding accidental impacts during installation or operation.
Smooth Inner Wall:The low friction coefficient minimizes flow resistance, preventing the buildup of scale or slime, and reducing the energy required for pumping.
Major Advantages
Lightweight & Easy Handling: Baishunxing HDPE pipes are significantly lighter than steel or ductile iron, making them easier and safer to handle, transport, and install, especially in restricted underground spaces.
Leak-Free Joints:Utilizing heat fusion or electrofusion technologies, the pipes create a monolithic system with joints that are as strong as or stronger than the pipe itself, ensuring a leak-proof performance.
Long Service Life: Designed for a service life exceeding 50 years under standard mining conditions, reducing the frequency of replacement and overall operational costs.
Cost-Effective Installation:Fewer joints are required due to the availability of long pipe lengths, and the lightweight nature reduces the need for heavy lifting equipment and extensive labor.
Typical Applications
Mine Dewatering & Drainage: Handling high-volume water discharge from deep mines.
Slurry & Tailings Transport: Reliable transport of abrasive mining by-products.
Ventilation Systems:Providing fresh air supply and gas extraction for underground safety.
Dust Suppression:Water transport for high-pressure dust control in mining sites.